









鋁壓鑄件毛刺預(yù)防對策及去除新方法
2021-9-12 瀏覽: 1642 作者: 冉從旭
針對光電產(chǎn)品基座壓鑄件中存在毛刺的問題,對其產(chǎn)生的原因及去除方法進(jìn)行了分析,,并提出了預(yù)防措施和去除的新技術(shù),,即通過控制壓鑄工藝參數(shù)及調(diào)整模具結(jié)構(gòu)來避免毛刺的產(chǎn)生,,采用熱能去毛刺新技術(shù)去除毛刺,。這兩種方法具有適用范圍廣、夾具簡單,、成本低,、處理能力快、循環(huán)時間短的特點(diǎn),。
關(guān)鍵詞:壓鑄成型,;毛刺;熱能去毛刺
在壓鑄生產(chǎn)中,,壓鑄件在分型面,、型芯配合邊緣上出現(xiàn)金屬薄片,我們稱之為毛刺,。毛刺的存在是壓鑄件最常見的問題,,它不僅會影響產(chǎn)品的尺寸、裝配精度,,還會嚴(yán)重影響產(chǎn)品的外觀,。毛刺的多寡是衡量壓鑄件品質(zhì)好壞的重要指標(biāo)之一,毛刺越多,,質(zhì)量標(biāo)準(zhǔn)也就越低,。
在實際工業(yè)生產(chǎn)中,對于壓鑄件去除毛刺的問題,,各個企業(yè)都沒有根本的辦法來徹底解決,。 從某種意義來講,毛刺的產(chǎn)生還是帶有行業(yè)的客觀存在性和必然性的,。 其產(chǎn)生原因主要有模具動,、定模未勾配好,壓鑄機(jī)各種壓射條件設(shè)置未調(diào)整到最佳狀態(tài),,模具結(jié)構(gòu)如澆道,、排氣設(shè)計不合理等。而且即使前述各項因素都沒有問題的情況下,,初期生產(chǎn)的產(chǎn)品沒有毛刺,,但隨時間推移,模具內(nèi)的臟污,、磨損等原因同樣也會使該模具生產(chǎn)出來的產(chǎn)品產(chǎn)生毛刺,。由此而產(chǎn)生的反復(fù)洗模,、修模還會影響生產(chǎn)效率以及模具的使用壽命。由此可見,,對壓鑄件毛刺的分析及毛刺去除方法的研究具有重要的現(xiàn)實價值,。本文通過分析某光電產(chǎn)品基座壓鑄件毛刺產(chǎn)生的原因, 提出針對性的合理有效的預(yù)防和去除毛刺方案,。
1.壓鑄件毛刺的產(chǎn)生及原因分析
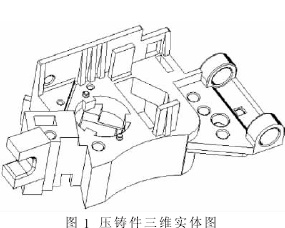
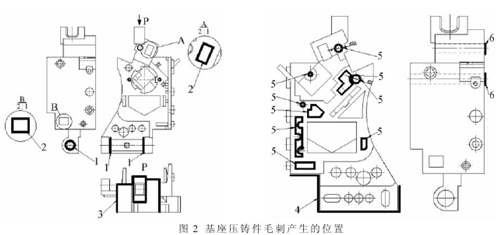
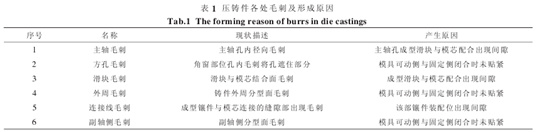
分析的鋁壓鑄件三維實體如圖1,。其上面要安裝鏡片、軸承,、線圈等,,一共近50個精密零件,X,、Y,、Z 3個軸向主、副軸及孔等的位置公差最小在0.005 mm,,各鏡片安裝角度偏差在0.5°以下,,屬于精密壓鑄件,毛刺的控制也就非常嚴(yán)格,。我們通過對該產(chǎn)品在近幾年工程不良信息統(tǒng)計分析,,發(fā)現(xiàn)在影響其質(zhì)量的因素中,毛刺是主要因素之一,。 該產(chǎn)品產(chǎn)生毛刺的部位如圖2,。其中1-主軸毛刺;2-方孔毛刺,;3-滑塊毛刺,;4-周邊毛刺;5-連接線毛刺,;6-副軸側(cè)毛刺,;7-頂針毛刺。 下面我們對以上部位的毛刺及成因進(jìn)行具體分析,,如表1,。
2.去除毛刺的措施
(1)避免毛刺的產(chǎn)生
在生產(chǎn)過程中,毛刺產(chǎn)生的因素是多方面的,,主要有壓鑄機(jī)性能的穩(wěn)定性,、壓鑄工藝參數(shù)的選用、合金成分及熔煉工藝,、脫模劑的使用,、模具結(jié)構(gòu)的合理和制造質(zhì)量。從工程實際來說,,壓鑄機(jī)的性能,、模具結(jié)構(gòu)都是很少改變的,,因此,如何調(diào)整壓鑄工藝參數(shù)及對模具的一些簡單修理,,從而提高產(chǎn)品質(zhì)量顯得特別重要,。本文結(jié)合實際經(jīng)驗,總結(jié)了壓鑄模具和工藝參數(shù)可能產(chǎn)生毛刺的原因及預(yù)防對策,,如表2,、表3。
因此,,結(jié)合以上分析,,認(rèn)為實際操作時可以先從調(diào)整壓鑄工藝參數(shù)著手,, 在成型階段就能夠避免毛刺的產(chǎn)生,,可以省去后續(xù)去毛刺的工序。例如,,本文壓鑄件的外周毛刺,,它的不良率較低,而且存在著一定的不穩(wěn)定性,,查看當(dāng)時的注射速度,,也高于標(biāo)準(zhǔn)設(shè)定值,將注射速度從0.9回調(diào)到0.8,,模溫保持在90~95 ℃,,毛刺消失。
又如,,6處毛刺(副軸側(cè)毛刺):此處準(zhǔn)12的孔端面出現(xiàn)線毛刺,,線毛刺厚度達(dá)0.02 mm,后續(xù)工序很難將其去除,。查看模具情況,,是因為Φ12 mm孔抽芯滑塊和型腔鑲塊之間存在互運(yùn)動,生產(chǎn)時間長了產(chǎn)生磨損而存在間隙,,壓鑄成型時滲入鋁液而產(chǎn)生線毛刺,,在滑塊磨損部分焊接上0.02 mm的墊片,毛刺消失,。
(2)傳統(tǒng)去毛刺的方法
壓鑄件傳統(tǒng)的去毛刺方法由人工采用銼刀,、刀具等手工工具對毛刺逐一去除,該方法耗工時長,,生產(chǎn)效率低,,而且像本文中的精密壓鑄件,對其精度要求高,,因此人工去毛刺不能滿足使用的要求,。另外,,在用沖壓模去除冒口的時候也能將鑄件外周毛刺去除, 但該方法對內(nèi)部結(jié)構(gòu)處及細(xì)節(jié)處的毛刺不能去除,。
(3)去除毛刺新方法
對于本文中的壓鑄件,,采用了一種新技術(shù)去除毛刺,即熱能去毛刺,。熱能去毛刺的工作原理為:將所需去毛刺的零件,,放在密閉容器內(nèi),然后充入一定量的氫氣(或甲烷)和氧氣,,經(jīng)火花塞點(diǎn)燃以后,,混合氣體在瞬間內(nèi)反應(yīng),放出大量的熱,,使毛刺(飛邊)在高溫(約3 000 ℃),,高壓(充氣壓力的20倍),高速(8倍音速)作用下,,加熱自燃,,而達(dá)到去除毛刺(飛邊)的目的。
毛刺相對零件基體來說,,其表面積大而且體積相對較小,,從而可以吸收到更多的熱量,又因氣體的穿透性很好,,無孔不入,,所以對于一些用手工難以去除的零件毛刺有很好地去除效果。毛刺根部一般會比較細(xì)且薄,, 這樣的話就能很好的抑制熱量向零件內(nèi)部傳遞,,況且這個反應(yīng)的時間非常短,所以只有細(xì)小的毛刺可以燃燒去除,。由于產(chǎn)生的熱量對零件的主
體不會產(chǎn)生什么影響,, 所以一般不會使零件的各項基礎(chǔ)性能發(fā)生變化,而且去毛刺的效率很高,,工藝性能穩(wěn)定,。
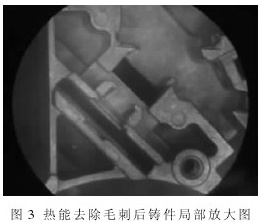
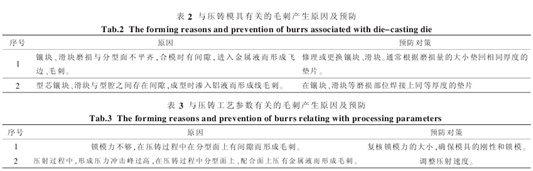
用以前的方法, 去毛刺質(zhì)量難以保證,, 效果不穩(wěn)定,,組裝后殘余毛刺因流體作用脫落剝離,以致可能影響產(chǎn)品的性能,,而熱能去毛刺法對此類產(chǎn)品有較好的效果,。本文鑄件用熱能毛刺機(jī)去除毛刺后的局部放大如圖3所示,可以看出,該鑄件毛刺基本都去除了,,沒有殘留,,而且沒有引起制品的二次損,尤其是在形狀復(fù)雜的細(xì)小部位,。
3.結(jié)論
通過對光電產(chǎn)品基座壓鑄件毛刺產(chǎn)生原因及去除方法的分析,,提出兩種可行的方案:一是通過控制壓鑄工藝參數(shù)及調(diào)整模具結(jié)構(gòu)來避免毛刺的產(chǎn)生;二是采用新技術(shù)——熱能去毛刺的方法去除毛刺,,該方法具有適用范圍廣,、夾具簡單、成本低,、處理能力快,、循環(huán)時間短的特點(diǎn)。
 返回
返回


COPYRIGHT ? 浙江臺興機(jī)電科技有限公司 ALL RIGHTS RESERVED