









鋁壓鑄去毛刺的常見手段
2020-12-29 瀏覽: 1805 作者:
鋁合金毛刺現(xiàn)象是不可避免的,,目前在處理毛刺的過程中有很多種方法,。在壓鑄生產(chǎn)過程中,由于壓力沖擊和鎖模力不足等因素,,壓鑄件產(chǎn)生毛刺是在所難免,。近年來隨著壓鑄件質(zhì)量要求的日益提高,對(duì)毛刺的要求也更加嚴(yán)格,,同時(shí)去毛刺的方法也層出不窮,。去毛刺工序是最讓人頭疼的,下面是各類壓鑄件去毛刺方法的優(yōu)缺點(diǎn)點(diǎn)評(píng),,可以讓你更了解各類去毛刺方法,,并按自己的需求去選擇所適合的去毛刺方法。
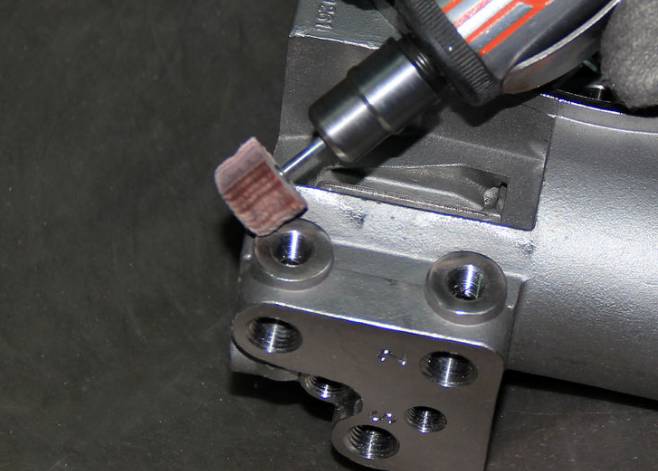
1,、人工去毛刺
這個(gè)是壓鑄廠最傳統(tǒng)的普遍采用的方式,,采用銼刀(銼刀有人工銼刀和氣動(dòng)銼刀)、砂紙,、砂帶機(jī),、磨頭等作為輔助工具。
缺點(diǎn):人工成本較貴,,效率不是很高,,且對(duì)復(fù)雜的交叉孔很難去除,。
適用對(duì)象:對(duì)工人技術(shù)要求不是很高,,適用毛刺小,產(chǎn)品結(jié)構(gòu)簡(jiǎn)單的鋁合金壓鑄件,。
2,、沖模去毛刺
采用制作沖模配合沖床進(jìn)行去毛刺。
缺點(diǎn):需要一定的沖模(粗模+精沖模)制作費(fèi),,可能還需要制作整形模,。
適用對(duì)象:適合分型面較簡(jiǎn)單的鋁合金壓鑄件,效率及去毛刺效果比人工佳,。
3,、研磨去毛刺
此類去毛刺包含振動(dòng)、噴砂,、滾筒等方式,,目前壓鑄廠采用較多。
缺點(diǎn):存在去除不是很干凈的問題,,可能需要后續(xù)人工處理殘余毛刺或者配合其他方式去毛刺,。
適用對(duì)象:適合批量較大的小鋁合金壓鑄件。
4、冷凍去毛刺
利用降溫使毛刺迅速脆化,,然后噴射彈丸去除毛刺,。設(shè)備價(jià)格大概在二三十萬;
適用對(duì)象:適合毛刺壁厚較小且體積也較小的鋁合金壓鑄件,。
5,、熱爆去毛刺
也叫熱能去毛刺、爆炸去毛刺,。通過將一些易然氣體,,通入到一個(gè)設(shè)備爐中,然后通過一些介質(zhì)及條件的作用,,讓氣體瞬間爆炸,,利用爆炸產(chǎn)生的能量來溶解去除毛刺。
缺點(diǎn):設(shè)備昂貴(上百萬價(jià)格),,操作技術(shù)要求高,,效率低,副作用(生銹,、變形),;
適用對(duì)象:主要運(yùn)用在一些高精密的零部件領(lǐng)域,如汽車航天等精密零部件,。
6,、雕刻機(jī)去毛刺
設(shè)備價(jià)格不是很貴(幾萬)。
適用對(duì)象:適用于空間結(jié)構(gòu)簡(jiǎn)單,,所需去毛刺位置簡(jiǎn)單有規(guī)律,。
7、化學(xué)去毛刺
用電化學(xué)反應(yīng)原理,,對(duì)金屬材料制成的零件自動(dòng)地,、有選擇地完成去毛刺作業(yè)。
適用對(duì)象:適用于難于去除的內(nèi)部毛刺,,適合泵體,、閥體等產(chǎn)品細(xì)小毛刺(厚度小于7絲)。
8,、電解去毛刺
利用電解作用去除鋁合金壓鑄毛刺的一種電解加工方法,。電解去毛刺適用于去除鋁合金壓鑄件中隱蔽部位交叉孔或形狀復(fù)雜零件的毛刺,生產(chǎn)效率高,,去毛刺時(shí)間一般只需幾秒至幾十秒,。
缺點(diǎn):電解液有一定腐蝕性,零件毛刺的附近也受到電解作用,,表面會(huì)失去原有光澤,,甚至影響尺寸精度,,鋁合金壓鑄件去毛刺后應(yīng)經(jīng)過清洗和防銹處理。
適用對(duì)象:適用于齒輪,、連桿,、閥體和曲軸油路孔口等去毛刺,以及尖角倒圓等,。
9,、高壓水噴射去毛刺
以水為媒介,利用它的瞬間沖擊力來去除加工后產(chǎn)生的毛刺和飛邊,,同時(shí)可達(dá)到清洗的目的,。
缺點(diǎn):設(shè)備昂貴
適用對(duì)象:主要用于汽車的心臟部位和工程機(jī)械的液壓控制系統(tǒng)。
10,、超聲波去毛刺
超聲波產(chǎn)生瞬間高壓去除毛刺,。
適用對(duì)象:主要針對(duì)一些微觀毛刺,一般如果毛刺需要用顯微鏡來觀察的話,,就都可以嘗試用超聲波的方法去除,。
11、磨粒流去毛刺
常規(guī)的振磨,,對(duì)于孔洞類的毛刺難于應(yīng)付,,典型的磨粒流加工工藝(雙向流),通過兩個(gè)垂直相對(duì)的磨料缸推動(dòng)磨料使其在工件和夾具形成的通道來回流動(dòng),。磨料進(jìn)入和流經(jīng)通過被限制的任何區(qū)域都會(huì)產(chǎn)生研磨效果,。擠出壓力控制在7-200bar(100-3000 psi), 適用于不同的行程和不同的循環(huán)次數(shù)。
適用對(duì)象:可處理0.35mm的微孔毛刺,,無二次毛刺產(chǎn)生,,流體特性可以處理復(fù)雜位置毛刺。
12,、磁力去毛刺
磁力研磨加工是在強(qiáng)磁場(chǎng)作用下,,填充在磁場(chǎng)中的磁性磨料被沿著磁力線的方向排列起來,,吸附在磁極上形成“磨料刷”,,并對(duì)工件表面產(chǎn)生一定的壓力,磁極在帶動(dòng)“磨料刷”旋轉(zhuǎn)的同時(shí),,保持一定的間隙沿工件表面移動(dòng),,從而實(shí)現(xiàn)對(duì)工件表面的光整加工。
特點(diǎn):成本較低,、加工范圍廣,、操作方便
工藝要素:磨石、磁場(chǎng)強(qiáng)度,、工件轉(zhuǎn)速等
13,、機(jī)器人打磨單元
原理類似于人工去毛刺,只是將動(dòng)力變?yōu)闄C(jī)器人。得到編程技術(shù)以及力控技術(shù)的支持,,實(shí)現(xiàn)柔性打磨(壓力與速度的變換),,機(jī)器人去毛刺優(yōu)勢(shì)凸顯。
 返回
返回


COPYRIGHT ? 浙江臺(tái)興機(jī)電科技有限公司 ALL RIGHTS RESERVED